Romain a écrit:Par exemple un émouture sabre est bien plus solide qu'une full grind, notamment sur les contraintes latérales.
C'est vrai à épaisseur au dos égale, pas à surface de section égale (poids égal). En réalité, à largeur de lame égale et surface de section égale, la full flat grind a un moment quadratique dans le sens des contraintes latérales plus élevé qu'un scandi/saber grind dont la ligne irait jusqu'à mi largeur (plus de rigidité), tout en ayant un angle d'émouture plus faible (donc une meilleure pénétration). A largeur de lame égale et moment quadratique égal, le full flat grind a une moindre surface de section (la lame est plus légère).
Formulaire de calcul des moments quadratiques:
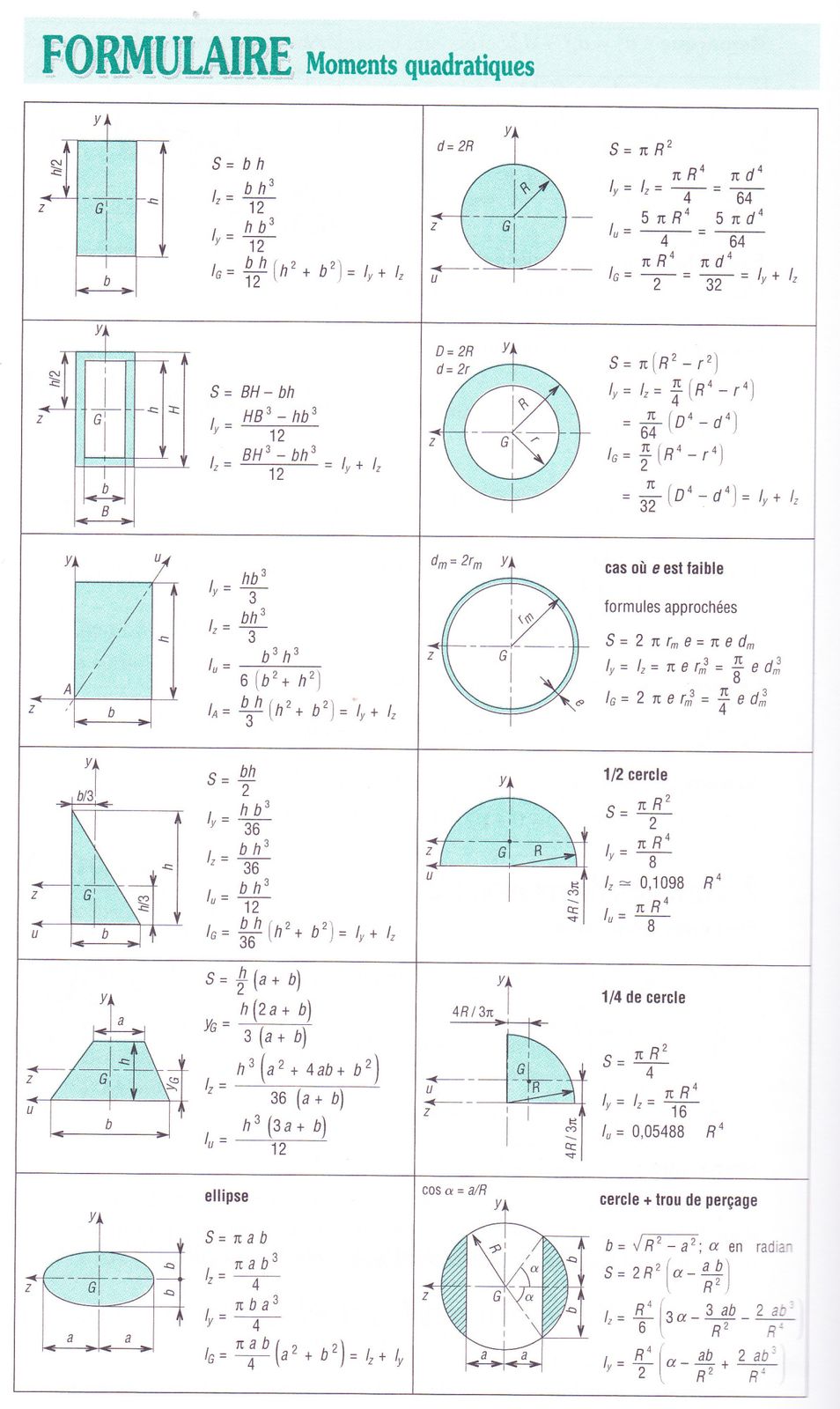
On va faire un exemple avec un scandi 2.5mm d'épaisseur au dos, ligne d'émouture à 10mm du tranchant, et full flat grind 3.5mm d'épaisseur au dos. Les deux lames font 25mm de large. Par commodité de calcul, on suppose un zero grind parfait.
Premièrement, calcul des surfaces de section:
Affg = 3.5*25/2 = 43.75 mm²
Ascandi = 2.5*10/2 + (25-10)*2.5 = 50mm²
Ensuite, calcul de l'angle d'émouture (exceptionnellement pour ce calcul, on va prendre un épaisseur au tranchant de 0.2mm pour la ffg)
αffg = 2 * asin((3.5-0.2/2)/25) = 7.57°
αscandi = 2 * asin((2.5/2)/10) = 14.36°
Maintenant, calcul des moments quadratiques, en prenant y pour le nom de l'axe qui nous intéresse
Iyffg = 2 * 25*(3.5/2)^3/12 = 22.34mm^4
Iyscandi = 2 * (3*(25-10)+25)*(2.5/2)^3/12 = 22.79mm^4
On voit donc que pour une surface 12% inférieure à la scandi (donc un poids 12% inférieur), la ffg a un moment quadratique latéral de seulement 2% inférieur, pour un angle d'émouture 47% plus faible. Mais pour que la ffg montre sa supériorité, il faut donc que l'épaisseur au dos soit plus élevée, c'est une condition sine qua non. Et ça implique, au niveau de la réalisation, une émouture plus coûteuse, qui gâche beaucoup plus de matière (seulement 12.5mm² de gâchés sur la scandi, plus de 40mm² pour la ffg), à moins de partir de barre déjà laminées en biseau, comme c'est le cas pour beaucoup de couteaux de cuisine et de boucherie de fabrication industrielle (en tout cas à Thiers).
Si on prend la ffg avec un dos de 4mm d'épaisseur au lieu de 3.5, on a:
Affg = 4*25/2 = 50mm²
αffg = 2 * asin(((4-0.2)/2)/25) = 8.72°
Iyffg = 2 * 25*(4/2)^3/12 = 33.33mm^4
Donc à surface de section égale (poids égal), la ffg pour un angle d'émouture 39% inférieur a un moment quadratique 46% supérieur. Au prix de gâcher simplement 4 fois plus de matière à l'émouture.
 рганизация
рганизация