Bon passons à l'étape cruciale, j'en ai déjà parlé, réalisation de la saignée à la volée avec une scie fraise,
Je procède comme ça pour tous les pleins manche que je réalise, bois, corne... Mais je ne vous cache pas qu'il faut une bonne habitude pour obtenir un résultat propre.… Et sans se blesser !!

Alors je le répète,
Ne faites pas comme moi
Donc si j'ai pas merdé, j'obtiens une saignée parfaitement rectiligne, parrallèle dans l'avant du manche, puis en sifflet vers l'arrière (c'est plus joli). La finition dans la partie virole est faite avec une lime extra plate pour obtenir la bonne largeur de saignée (épaisseur du talon de lame + rondelles de friction)

Après avoir réalésé la virole pour un axe de 3mm, je peux faire des essais, je remet un petit coup de scie fraise si besoin pour que la lame bute à la bonne profondeur.
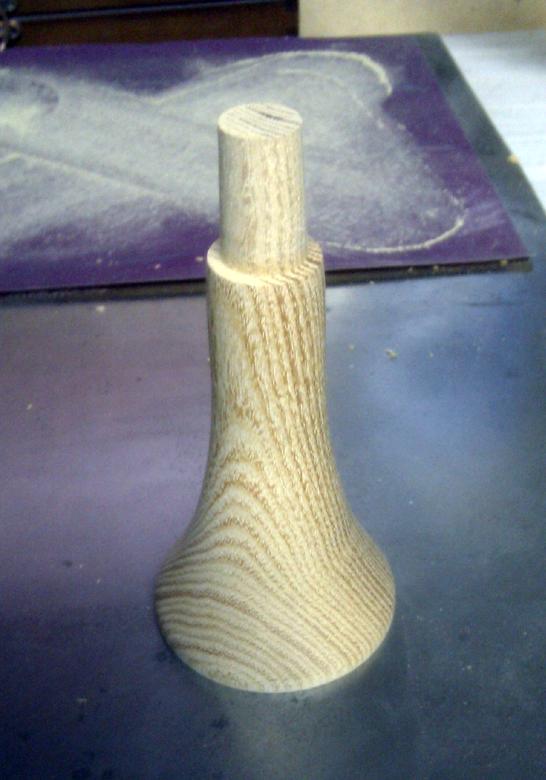
Ensuite je recoupe le manche à la longueur définitive et je façonne la partie arrière pour obtenir une forme ovale régulière.

Après avoir percé le manche pour le passe-lacet je peux réaliser les 4 facettes (deux grandes et deux petites) qui sont un peu la signature du "style" Opinel

Collage du tube à l'époxy, marquage de la virole (mon logo + date), fabrication des rondelles de friction (feuillard bronze 0,2mm)

Le lendemain la colle est sèche

Finition des facettes et du manche, grain dégréssifs jusqu'a 600.

Ensuite pour l'aspect je réalise parfois un "brûlage" pour obtenir une coloration définitive, là aussi il y a un petit secret pour pas tout niquer...

Passons à un premier polissage, qui me sert aussi à vérifier qu'il ne reste pas de défauts d'aspects suite aux étapes de façonnage.

Je m'attaque à la finition de la lame, tiré en long à la bande abrasive, grains dégréssifs de 240 à 600.

Puis réprise du fil, les lames d'Opinel n'en ont quasiment pas d'origine, moi je retire d'abord un bon millimètre pour avoir un peu d'épaisseur, puis je réalise un "vrai" fil au backstand bande grain 400.

Après finition du fil en ogive avec une roue de polissage dure, j'obtiens une lame... Qui coupe

C'est pas tout ça mais il faut maintenant marier cette lame et ce manche

Montage avec un axe en alliage coupé à la bonne longueur (environ 2mm qui dépassent de chaque coté de la virole) qu'il faut mater au marteau boule avec un beau molleton de chaque coté

Il faut s'arrêter quand la lame ne s'ouvre plus toute seule mais avant qu'elle soit bloquée

Les molletons serviront à retenir le virobloc, il faut parfois les meuler un peu pour un bon fonctionnement de la bague tournante.
On voit aussi les rondelles de fricition sur cette photo.

Reste à ajuster le Virobloc, il faut reprendre l'encoche de blocage "lame fermée" sur certains modèles en fonction de l'inclinaison de la lame.

Après brossage du Virobloc pour une finition satinée, passage au chaud (mais pas trop !) pour coloration

Et voilà, c'est fini !!
























 C'est quand même un sacré taf...
C'est quand même un sacré taf...