nwar a écrit:regarde cette vidéo : http://youtu.be/2DLNWdlWN3c
on voit bien comment il perce ses plaquettes.
Avec quoi il découpe sa lame au tout début ? C'est un chalumeau ?
![]() par Alexdeden » 24 Juin 2014 10:40
par Alexdeden » 24 Juin 2014 10:40
nwar a écrit:regarde cette vidéo : http://youtu.be/2DLNWdlWN3c
on voit bien comment il perce ses plaquettes.

![]() par anhj » 24 Juin 2014 10:50
par anhj » 24 Juin 2014 10:50
nwar a écrit:regarde cette vidéo : http://youtu.be/2DLNWdlWN3c
on voit bien comment il perce ses plaquettes.

![]() par Alexdeden » 24 Juin 2014 11:00
par Alexdeden » 24 Juin 2014 11:00
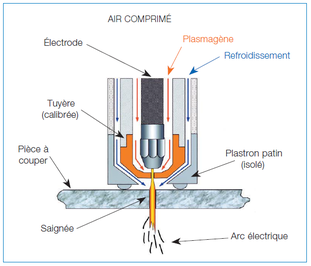
nwar a écrit:torche plasma je crois
![]() par verbalinsurection » 24 Juin 2014 11:04
par verbalinsurection » 24 Juin 2014 11:04

![]() par nwar » 24 Juin 2014 11:06
par nwar » 24 Juin 2014 11:06
Alexdeden a écrit:nwar a écrit:torche plasma je crois
En tous les cas, ça a l'air facile, comme dans du carton. C'est étonnant, ça fait le même genre d'étincelles qu'avec une meuleuse. Je dis ça je n'y connais absolument rien en métallurgie.

![]() par verbalinsurection » 24 Juin 2014 11:08
par verbalinsurection » 24 Juin 2014 11:08
![]() par nwar » 24 Juin 2014 11:12
par nwar » 24 Juin 2014 11:12
![]() par verbalinsurection » 24 Juin 2014 11:15
par verbalinsurection » 24 Juin 2014 11:15
![]() par Montrotomatix » 24 Juin 2014 11:27
par Montrotomatix » 24 Juin 2014 11:27


![]() par G-M » 24 Juin 2014 11:43
par G-M » 24 Juin 2014 11:43


![]() par verbalinsurection » 24 Juin 2014 11:46
par verbalinsurection » 24 Juin 2014 11:46
![]() par Alexdeden » 24 Juin 2014 12:01
par Alexdeden » 24 Juin 2014 12:01
Utilisateurs parcourant actuellement ce forum : Aucun utilisateur inscrit et 2 invités
