Victor Platzer
-

el-Lapsa - Georges Abitbol
- Messages: 8753
- Inscrit le: 23 Déc 2016 22:58
Re: Victor Platzer
![]() par Jerry Lee » 09 Fév 2025 15:27
par Jerry Lee » 09 Fév 2025 15:27
el-Lapsa a écrit: et se faire une pochette séparée avec un SAK, une loupiote, un briquet, de la ficelle et de l'andouille de Troyes, au cas ou.
ya pu d'andouille à Vire ou Guémené
Couteau, Moto, Rock'n'Roll ! Rebelle je suis. Rebelle je resterai ! ! !
-

Jerry Lee - War in Buffet
- Messages: 7349
- Inscrit le: 11 Avr 2010 18:42
- Localisation: Val de Marne
-
el-Lapsa - Georges Abitbol
- Messages: 8753
- Inscrit le: 23 Déc 2016 22:58
Re: Victor Platzer
![]() par lapin » 09 Fév 2025 18:06
par lapin » 09 Fév 2025 18:06
La meilleure andouille c'est celle du Val d'Ajol 
Ce qui n'existe pas existe (Barjavel : Équation de Zoran)
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
-
lapin - Messages: 9874
- Inscrit le: 04 Déc 2010 11:07
- Localisation: Vosges
Re: Victor Platzer
![]() par el-Lapsa » 09 Fév 2025 18:09
par el-Lapsa » 09 Fév 2025 18:09
Tant que j'ai pas gouté, je considère que ce n'est que parjure et villipendice envers l'andouille de Guemenez 
-
el-Lapsa - Georges Abitbol
- Messages: 8753
- Inscrit le: 23 Déc 2016 22:58
Re: Victor Platzer
![]() par bidon » 09 Fév 2025 19:44
par bidon » 09 Fév 2025 19:44
Je ne les ai pas goûté, mais celles que j'aime bien parce qu'elles me font rire, ce sont les andouilles de neoczen.
Dernière édition par bidon le 10 Fév 2025 08:53, édité 1 fois au total.
-

bidon - Messages: 4813
- Inscrit le: 11 Jan 2009 12:03
- Localisation: :noitasilacoL
Re: Victor Platzer
![]() par el-Lapsa » 09 Fév 2025 19:56
par el-Lapsa » 09 Fév 2025 19:56
Andouilles de Neoczen AOP, c'est sûr que c'est pas rien!
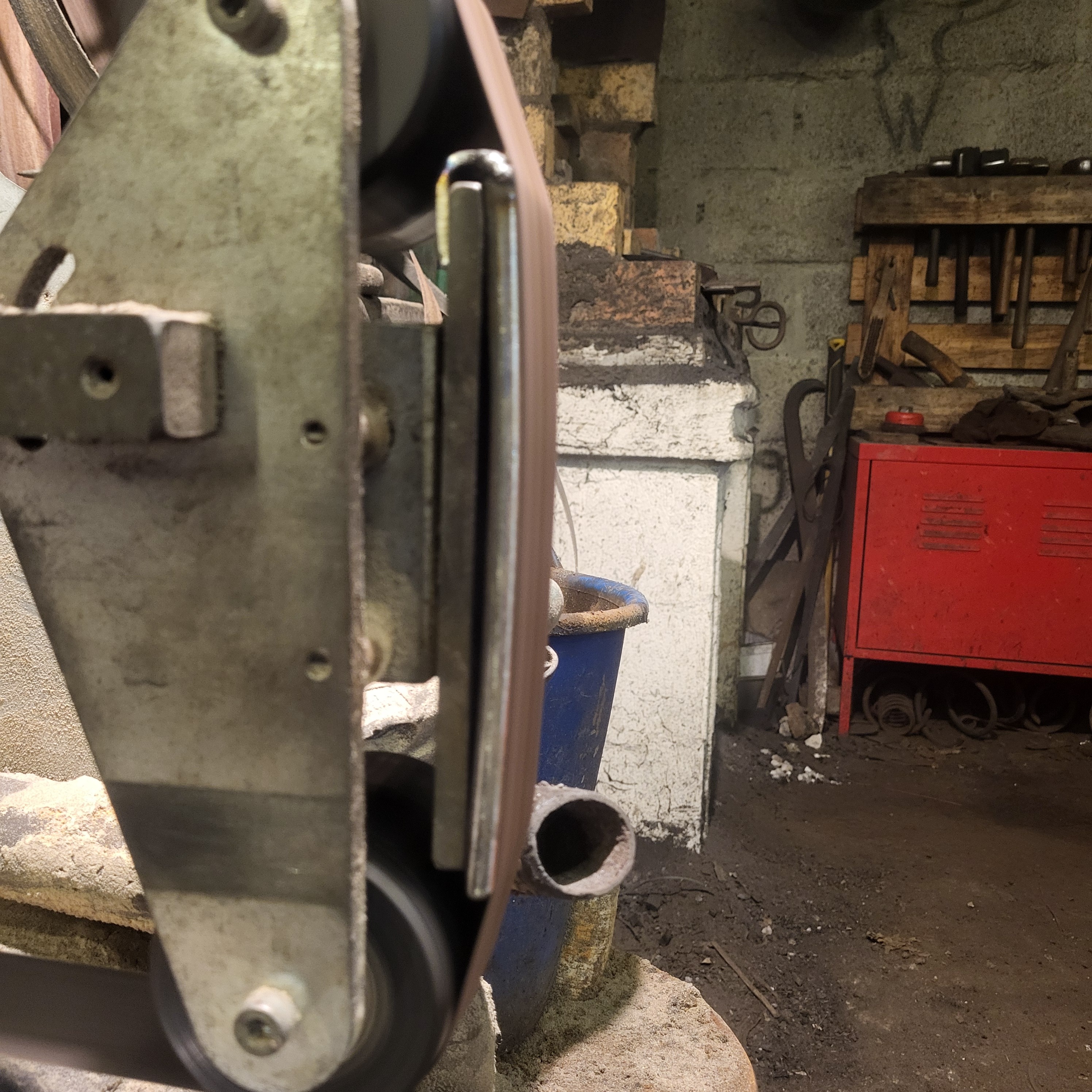
Bon jme suis bricolé un truc du genre extraordinaire (vous allez vous en foutre hein)
Un support de bande rond très grand rayon. Ça m'a couté une demi électrode rutile 2,5mm.
Oh joie, oh bonheur dans l'atelier! Des convexes en un claquement de doigts.
Jsuis heureux, jpourrais me raser la tête tiens




Bon jme suis bricolé un truc du genre extraordinaire (vous allez vous en foutre hein)
Un support de bande rond très grand rayon. Ça m'a couté une demi électrode rutile 2,5mm.
Oh joie, oh bonheur dans l'atelier! Des convexes en un claquement de doigts.
Jsuis heureux, jpourrais me raser la tête tiens





-
el-Lapsa - Georges Abitbol
- Messages: 8753
- Inscrit le: 23 Déc 2016 22:58
Re: Victor Platzer
![]() par GTartenpion » 09 Fév 2025 20:28
par GTartenpion » 09 Fév 2025 20:28
Et le grand bout c'est une lame d'amortisseur ?Retraite active & Guzzi V7 
-

GTartenpion - Messages: 2212
- Inscrit le: 14 Oct 2024 00:46
- Localisation: Gers-32
Re: Victor Platzer
![]() par el-Lapsa » 09 Fév 2025 20:51
par el-Lapsa » 09 Fév 2025 20:51
GTartenpion a écrit:thup Et le grand bout c'est une lame d'amortisseur ?
Yes !
Au début je voulais usiner un morceau d'acier dans la masse, puis j'ai remarqué qu'un amortisseur de camion c'était niquel.
Après m'être embarqué dans un système de fixation hasardeux avec des vis de serrage, j'ai vu une chute de cornière qui trainait et.. c'est top comme ça. Plus rapide à installer/désinstaller que de changer une bande!
bidon a écrit:C'est pas plutôt concave là ?
Ben tu peux faire du concave avec (pas mon truc, cependant je testerais bien un S grind, concave puis convexe), mais pour le convexe c'est biiiiiiiien plus simple d'avoir un truc rond que plat.
Le fait d'avoir un support en courbe, ça permet de bouffer de la matière plus précisément ou tu veux, et donc d'ajuster ta géométrie au poil.
Typiquement sur du plat c'est très compliqué de bouffer le gras juste au dessus du fil sans impacter le fil lui même, surtout avec des bandes scotch brit qui sont "moelleuse". Avec du rond c'est bien plus simple.
Ça fait quelques mois que j'utilisais ma roue de contact en bidouillant un peu, mais elle fait que 250mm de diamètre, c'est bien trop petit au moment de donner la géométrie globale, je faisais des facettes (volontairement) et je convexifiais ensuite. Là je fais tout d'un coup avec cette courbe très grand rayon, juste un jeu de pression.
Autre chose c'est que depuis que je me suis mis à forger mes tranchants bien fin (en général je suis à 0,8-0,5mm brut de forge), t'as très peu de marge pour commencer à émouturer: trop d'angle tu bouffes trop ton fil, pas assez tu risques de bouffer la limite brut de forge/émouture. Avec le creux c'est plus simple de se caler.
Du coup maintenant je fais même plus de pré-émouture avant la trempe. Sortie de forge: norma, recuit, trempe, recenu, et émouture. C'est déjà un ptit gain de temps.
-
el-Lapsa - Georges Abitbol
- Messages: 8753
- Inscrit le: 23 Déc 2016 22:58
Re: Victor Platzer
![]() par bidon » 09 Fév 2025 21:33
par bidon » 09 Fév 2025 21:33
Ah, j'avais l'impression que la lame avait une émouture creuse. je m'a gouré alors.
En tout cas, c'est bien, un truc qui a l'air simple et qui fait son job !
En tout cas, c'est bien, un truc qui a l'air simple et qui fait son job !
-
bidon - Messages: 4813
- Inscrit le: 11 Jan 2009 12:03
- Localisation: :noitasilacoL
Re: Victor Platzer
![]() par GTartenpion » 09 Fév 2025 21:37
par GTartenpion » 09 Fév 2025 21:37
Merci pour le retour
Retraite active & Guzzi V7
-
GTartenpion - Messages: 2212
- Inscrit le: 14 Oct 2024 00:46
- Localisation: Gers-32
Re: Victor Platzer
![]() par el-Lapsa » 09 Fév 2025 22:02
par el-Lapsa » 09 Fév 2025 22:02
bidon a écrit:Ah, j'avais l'impression que la lame avait une émouture creuse. je m'a gouré alors.
En tout cas, c'est bien, un truc qui a l'air simple et qui fait son job !
Elle est ptet légèrement creuse sur le haut encore (là jsuis dans mon fauteuil avec Choucroute sur les genoux, pas moyen de retourner à l'atelier pour te le dire avec certitude), c'est juste le premier coup de 120 que j'ai mis, en général c'est là que je me foire, et c'est allé nickel. Le fil est pas sorti encore, en l'état je dois avoir 0,2 au fil.
Après ya de la flotte sur la lame ca peut fausser la lecture un peu.
GTartenpion a écrit:Merci pour le retour
Avec plaisir!
Ah oui, rendons à César ce qui appartient a César, mais c'est une idée qui me vient de Pierre Lebrun à la base hein. Moi ma seule innovation vient du fait de m'être débrouillé avec les merdes qui trainaient à l'atelier.
Rien de tel que des poubelles pour faire fonctionner sa créativité.
-
el-Lapsa - Georges Abitbol
- Messages: 8753
- Inscrit le: 23 Déc 2016 22:58
Re: Victor Platzer
![]() par Lautrec » 09 Fév 2025 22:50
par Lautrec » 09 Fév 2025 22:50
el-Lapsa a écrit:Andouilles de Neoczen AOP, c'est sûr que c'est pas rien!
Des convexes en un claquement de doigts.
Jsuis heureux, jpourrais me raser la tête tiens
-

Lautrec - Messages: 911
- Inscrit le: 06 Jan 2024 18:20
Re: Victor Platzer
![]() par Rouge » 10 Fév 2025 11:19
par Rouge » 10 Fév 2025 11:19
J'apporte ma tondeuse !!! 


Un crâne et une bière, à emporter, svp
Rouge La main du fou Qui fouille dans les lames
-

Rouge - raide butte
- Messages: 39333
- Inscrit le: 28 Avr 2013 14:52
- Localisation: Prolétaire de tous les pays !
Qui est en ligne ?
Utilisateurs parcourant actuellement ce forum : Aucun utilisateur inscrit et 7 invités