Bon David Manise m'a demandé de faire un petit tuto pour faire un deux clous. Voila donc le résultat.
Matière première
1 plat d'acier carbone (O1,O2, XC.…, lime a métaux)
2 vis à relier de 5 mm au pas M4. (en acier c'est mieux mais on en trouve facilement en laiton)
4 vis M4. (six pans ou torx tete rondes c'est plus joli, mais pour le tuto je n'avais pas encore reçu les miennes donc j'ai bidouillés des vis philips tête plates).
2 rondelles en teflons, en bronze ou autres les plus fines possibles (au pire vous pouvez les faires dans des lames de rasoir cela fait 0,102mm);
Outillage
Disqueuse et disque à ébarber et disque à tronçonner (c'est pratique mais pas indispensable peut être remplacé par une scie à métaux et des limes).
Une ponceuse à bande avec des bandes grains 40-80-120-220.…. (peut être remplacé par des limes et une calles à poncer et des abrasifs en feuilles).
1 dremel avec disque à tronçonner et tambour de ponçage.
1 tournevis adapté aux vis choisies
1 perceuse (à colonne de préférence) avec des forêts de 5mm et 4 mm. ainsi que diverses tailles si vous voulez jouer au poinçonneur des lilas sur la lame ou le manche.
1 étaux
Col de cygne, sert joint, pince étaux.…
1 pince
1 marteau
1 pointeau
1 chalumeau ou lampe à souder
1 litre d'huile la moins chere possible.
1 four de cuisine
Gant, lunettes, masques.…… vetement en coton.
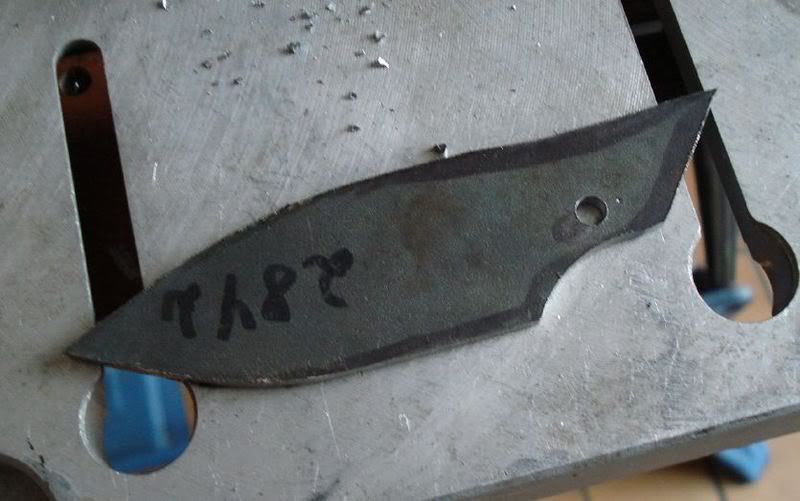
Pour commencer prenez votre morceau d'acier (ici du 1.2842 ou O2) et dessinez la forme de la lame que vous souhaitez réaliser. Le talon est en biseau pour pouvoir venir buter sur le clou (mais je prend de la matière de marge afin de faire les ajustages). L'arrondi en dessous du pivot est juste car je voulais avoir un emplacement pour l'index, c'est nullement obligatoire de faire une lame identique à celle ci c'est juste pour l'exemple.

Couper l'acier à la forme souhaitée. Pour cela disqueuse et disque à tronçonner l'acier. Prenez un peu de marge afin de faire une mise en forme au disque à ébarber.

Voici ce que cela donne aprés la mise en forme. Pensez à refroidir régulièrement l'acier lors du travail à la disqueuse, cela chauffe fortement.

Une fois la forme bien réalisée, vous pouvez percer le trou du pivot à l'aide du forêt de 5 mm de diamètre Avant de percer marqué le point à percer avec le pointeau et le marteau afin que le perçage se fasse exactement à l'endroit souhaité. Le perçage se fera sur le tiers inférieur de la lame.

Et un trou un
Mettez la lame tranchant vers le haut dans un étaux et centrez le fil d'un coup de disque à ebarber surtout n'appuyez pas trop et faite ça en un ou plusieur passage léger. Sinon vous risqueriez de creuser l'acier et donc d'avoir du mal à avoir quelques chose de propre à la fin.

Une fois le fil centré vous pouvez attaquer l'émouture. Pour cela je mets la lame à l'horizontale et je marque au marqueur le sommet de la futur émouture. Ensuite au disque à ébarber en refroidissant trés souvent, je travaille en passe régulière allant du talon vers la pointe et du tranchant vers le dos de la lame. Tout ça sans jamais appuyer, laissez l'outil travailler.

Faite la même chose de l'autre coté (en évitant de descendre trop fin au niveau du tranchant). Voila à quoi cela ressemble

Ensuite continuez la réalisation de l'émouture à la ponceuse à bande, grain 40 puis 80 puis 120 (avant tt vous pouvez restez à 80 d'ailleurs). Refroidissez la lame régulièrement dans de l'eau et gardez à peu prés 1 mm au niveau du tranchant de façon à ne pas décarburer le futur tranchant lors du traitement thermique.

Passez un coup de papier de verre fin sur le tranchant de façon à enlever toutes griffures et marques qui pourraient entrainer des tapures lors de la trempe.
Avant de faire la trempe, réaliser deux ou trois normalisation histoire d'affiner le grain qui pourrait éventuellement avoir grossis lors du travail à la disqueuse. Pour normaliser chauffer la lame jusqu'a température d'austénisation (quand elle devient amagnétique et "rouge cerise"). Laisser refroidir à température ambiante, et recommencez.
Ensuite prenez un bac avec de l'huile (un moule à cake c'est trés bien), chauffez l'huile jusqu'a 60-70°(une huile chaude permet un meilleur transfert thermique qu'une huile froide) à l'aide du chalumeau en mettant la flamme sur les bord du moules pas sur l'huile elle même. Même si les huiles de fritures ont un point éclair assez haut, ce n'est pas une raison pour risquer d'enflammer l'huile. (d'ailleurs il est bon d'avoir quelque chose pour étouffer le feu éventuelle genre une toile de jean humide.…).
Ensuite maintenez la lame dans une pince (portez des gants pour ne pas vous bruler) et monter la lame en température dans un endroit sombre de façon à pouvoir mieux évaluer la couleur (le fameux rouge cerise). Chauffez de manière le plus homogène possible, passez la lame au dessus d'un aimant fixé sur dans un étaux ou sur un piece métallique, si la lame n'attire plus l'aimant continuez encore un peu à chauffer (40 s 1 mn) et plongez la lame dans l'huile.
Nettoyez les résidus d'huile et faite glisser une lime à métaux sur le fil. Si la lime glisse, la lame est trempée si elle mord, recommencez les normalisations et la trempe.
Ensuite faite le revenu pour adouci l'acier et réduire le stress qui s'est produit lors de la trempe. Le revenu se fait au four de cuisine pendant 1 heure à 200-220° Et laissez refroidir dans le four jusqu'à température ambiante.
Vous pouvez finir l'émouture en commençant avec du grain 80, 120,220,…. Et vous pouvez aller jusqu'à polir la lame à l'aide de feutre et de pâtes à polir. J'ai réalisé des trous dans la lame juste pour le "design" il est nullement necessaire d'en faire autant. (et si vous voulez le faire, faite le avant la trempe

).
Réalisation du manche
Prenez un plat (ici du titane d'1,8mm) mais n'importe quel plat d'acier peut faire l'affaire si t'en est qu'il est inférieur à 3 mm d'épaisseur. (sinon vous allez galérer pour le plier).
Marquez le point ou se trouvera le pivot à l'aide du pointeau. (dans le tiers inférieur du plat). et ensuite percez à l'aide de la perceuse à colonne et du forêt de 5 mm. la vis à relier passera au travers de la lame et se terminera dans les branches.

Une fois le trou percé, mettez le pivot dans la lame et mettez la lame sur le plat, faite pivoter la lame en position fermée et placez un clou ou la future butée au niveau du ricasso. Marquez le point et percez à l'aide du forêt de 4mm (la butée ne sera pas traversante quand à elle).

La butée est en place, la lame tourne sur le pivot, il ne reste plus qu'a retoucher le talon afin que la lame puisse se trouver dans l'axe du manche. Là j'avais laissé bcp de marge, j'ai recoupé à la disqueuse (cette partie n'est pas trempée donc pas de risque de détrempe).
Une fois à la bonne taille à l'aide d'un petit tambour de ponçage sur la dremel retravaillez le talon pour que la lame s'ajuste parfaitement autour du clou de butée. (il est possible que simplement à la recoupe le talon vienne se positionner correctement, mais dans mon cas il fallait creuser un peu

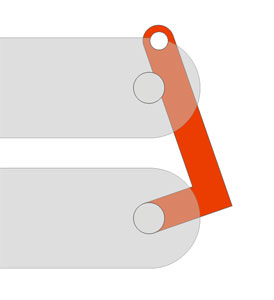
La lame se bloque en position ouverte, et aussi en position fermée

On va passer au pliage. Marquez le point de flexion futur, ce point doit se trouver à peu prés à 5mm de la pointe, c'est cette ligne qui sera le "talon" du manche).

Fixez le plat sur une surface métallique (chaleur oblige) Sur ce plat sera fixé une plaque d'acier de l'épaisseur de celle que vous avez utilisé pour la lame (ici c'est un morceau d'O2 de 3,2mm comme la lame). Le bout de ce plat d'acier sera à peu prés à 5mm de la ligne de flexion.

Chauffez à l'aide du chalumeau au niveau du point de flexion et à l'aide du marteau (en portant des gants), martelez du bas vers le haut au niveau que vous chauffez afin de plier la matière autour du plat d'acier qui est fixé sur le titane. Coupez le chalumeau, et refroidissez les pieces pour pouvoir les manipuler

Voila ce que l'on obtient au premier pliage. La lame est sur son pivot et l'on voit que la pointe passe parfaitement

Refixez l'ensemble acier de la taille de la lame et plat à plier sur la surface métallique mais en positionnant les fixation le plus loin possible afin de povoir continuer le pliage. On rechauffe le point de flexion et continuez à marteler doucement afin de plier la matière.

On démonte et refroidi la piece (manipulez avec des pinces c'est trés chaud). Ensuite positionnez l'ensemble dans un étaux et pliage vers le bas (gravité oblige). Chauffez le point de flexion et à l'aide de l'étaux serrez petit à petit jusqu'a ce que les plaques soient jointives. Arretez de chauffez et refroidissez les pieces dans l'eau. (toujours avec des pinces)

Il est possible que lors du pliage la matière se soit un peu décentrez, metter la plaque dans l'étaux chauffez le point de flexion et à l'aide du marteau remettez le tout bien parralèlle.

Pour tout bien ajuster, le manche avec l'acier qui simule la lame à l'intérieur, deux plaques de métal pour servir de protection au manche par rapport aux mordaches de l'étaux. On chauffe le point de flexion et on sert au fut et à mesure. On laisse refroir et notre plat est plié.

Il reste à percer les trous au travers des trous déjà present

Dessinez la forme du futur manche sur la matière

Placez la pièce dans l'étaux (avec le plat d'acier dans le pliage pour pouvoir serrer, vous pouvez d'ailleurs mettre aussi les plaques de protection de chaque coté comme précédemment si vous ne voulez par marquer la matière). A la disqueuse vous mettrez en forme. Et vous finirez à la ponceuse à bande (si vous avec une "roue" accessible sur la ponceuse c'est plus simple) ou à la dremel avec les tambours de ponçage.
La photo est juste à la sortie du disquage et avant de passer à la ponceuse

Une fois la mise en forme terminez. Sablez les cotés à la ponceuse histoire de faire disparaitre les traces de chauffes. Vous pouvez également arrondir un peu les angles si cela vous chante.
Petites pièces
On va faire la visserie
Pivot (traversant)
Coupez une vis à relier à l'aide d'un disque à tronçonner dremel. La taille sera largeur de la lame + l'épaisseur du plat (1 seul coté) + éventuellement l'épaisseur des rondelles.
(ici 3,2+1,8+0,2. soit
5,2 mm.
Faite en sorte que chaque coté soit bien lisse et bien plan.
Butée.
Même chose que précédemment mais la formule
Epaisseur de lame + epaisseur des rondelles.

Réalisation des vis
SI vous n'avez de vis 6 pans ou torx plus élégantes, ou de vis philipps metaux tête ronde. Voici un peu comment amérliore des boulons bêtes.
Placez le boulon dans une perceuse et en le faisant tourner à la vitesse la plus lente, à l'aide d'une lime à métaux arrondissez le tout progressivement et doucement. Ensuite en laissant tourner passer du papier de verre résistant grain 120 puis 180 histoire de "polir" et rendre le truc un peu plus présentable.

Ensuite à l'aide du disque à tronçonner vous pouvez "guillocher" un tant soit peu la vis 3 marques de chaques cotés dans le cas présent, mais rien d'obligé).

Coupez à l'aide du disque à tronçonner dremel les vis à 3-4 mm grand maximum en prenant soin à la lime d'avoir le bas de la vis de propre et de plat.
Montage
nous avons
1 lame
1 manche
4 vis
1 entretoise
1 pivot
(les rondelles sont absentes comptes tenus du fait que je me suis coupé méchamment hier avec une des ces rondelles et que je n'ai pas eut envie d'en refaire aujourd'hui, mais j'équiperais l'animal la semaine prochaine de rondelles lorsque je changerais la visserie).
Une fois monté, il ne reste plus qu'à affuter et voila un couteau tout finir.
Temps de travail, 2 heures pour la lame. 6 heures pour le manche et la visserie

.
Cela nous donne un deux clous de
70grammes
Longueur 18cm
Fermé 9,6 cm
lame 3,2 mm d'épaisseur d'O2 trempe intégrale (finition au perchlo malgrés tout) longueur 9,6 cmn utile 7,2 cm
Epaisseur 5,8 mm et 1,12 cm au pivot

Ouvert

Une fois encore j'ai joué les jacky's. Chalumeau pour avoir un rendu apocalyptique. Je verrais si je le conserve tel quel quand j'aurais mes vis o pans
.