Melk

Re: Melk9
![]() par SOD » 25 Aoû 2011 17:55
par SOD » 25 Aoû 2011 17:55
J'aime beaucoup, le bois est superbe et cette ligne de trempe me donne envie de retourner en vacances 
"Marty McFly fait plus rêver, le futur c'est has been" Hugo TSR
"The man who has no imagination has no wings" M.Ali
"La médiocrité commence là où les passions meurent" Orelsan
"The man who has no imagination has no wings" M.Ali
"La médiocrité commence là où les passions meurent" Orelsan
-

SOD - Crise de Nerd
- Messages: 14856
- Inscrit le: 24 Avr 2007 18:27
- Localisation: Mulhouse
Re: Melk9
![]() par Shengouille » 25 Aoû 2011 20:10
par Shengouille » 25 Aoû 2011 20:10
Excellent.
"S'il n'y a pas de solution, c'est qu'il n'y a pas de problème !"
-

Shengouille - Une gouille dans le potage
- Messages: 1978
- Inscrit le: 21 Juil 2008 19:02
- Localisation: Rennes, Breizh
Re: Melk9
![]() par Melk » 25 Aoû 2011 23:14
par Melk » 25 Aoû 2011 23:14
Alors, comme j'écris un petit "pas à pas" pour mon usineur qui était curieux de savoir comment était fait un couteau voici donc comment ce couteau à été fabriqué…
Bon, j'invente rien, on trouve déjà tout dans les tutos dispo ici ou ailleurs après chacun fait à sa sauce!
Par contre les photos ne sont pas tout le temps vraiment dans l'ordre car, pour voir foiré 2 lames avant j'ai pris les photos les plus nettes/cadrée de l'ensemble des 3 lames...
Tout commence dans mon cas par un dessin sous illustrator que je sors sous forme d'une planche en éclatée sur papier autocollant...
Je reporte le dessin de la lame sur l'acier

Scie à ruban pour avoir mon rectangle de lame

Ensuite moi je passe direct au back après avoir marqué au feutre le milieu de mon tranchant et le ricasso, oui je suis comme ça: un gros bourrin!
En fait le backstand c'est l'étape la plus risquée en tant que débutant donc je préfère ne pas avoir passé du temps à tout détourer pour jeter la lame si je me foire à l'émouture. En plus j'aime bien avoir une base d'émouture bien droite et bien marquée avant de passer à la formation de la pointe.
donc équipement de circonstance (les EPI c'est le premier truc que j'ai acheté et je regrette pas quand je vois l'état de mes doigts )
)

D'ailleurs les yeux aguerris pourront remarquer un beau trou au milieu de ma blouse: quand on est un boulet et qu'on utilise une meuleuse d'angle avec des étincelles qui viennent vers soit, qu'on reste 10 minutes à s'acharner sur le métal et qu'on ignore l'odeur de brûlé c'est ce qui arrive... 2 épaisseurs de coton renforcé percées... Bon maintenant je fais un peu plus gaffe! (enfin j'ai surtout un tablier de soudeur quand j'utilise la meuleuse...)
Je commence au 36 ou 60 en fonction de la taille de la lame et de l'épaisseur. Là pas grand chose à retirer sur du 3mm du coup j'ai commencé au 60
Je monte l'émouture jusqu'à un trait au 2/3 de la lame, je finirai ensuite avec un grain plus fin pour pas me foirer sur l'émouture que j'aime bien très droite

A tiens, c'est pas la bonne photo... C'est une autre lame plus large... Bon bref vous voyez le principe!
Je détoure ensuite la forme de la lame et commence à remonter l'émouture au 120:

Je continue ensuite l'émouture jusqu'au 240 et remonte au max pour avoir un tranchant maximal pour un couteau de table

Je met un coup de poinçon (ou 2 ou 3... Enfin bref je suis une buse pour poinçonner... et pourtant je m'entraine!)

Je colle mon dessin sur la lame pour pas me rater sur l'alignement des trous

Perçage à 1.7mm


Ensuite je passe à la partie bois afin de pouvoir contre percer à tracer ma lame (enfin c'est ce qu'on fait quand on a pas cassé un taraud dans sa lame après avoir percé les plaquettes... Là il me restait plus qu'à contrepercer la deuxième lame à travers les plaquettes)
Breeeeef... Collage des plaquettes sur intercalaire (je préfère le faire très tôt mais bon, ça bouffe de la matière c'est sûr... M'enfin je fais ce que je veux hein?!)

Chantournage des plaquettes avec une scie à chantourner (qui n'a pas voulu apparaitre sur mes photos... elle est timide)

On fait un petit essai de montage temporaire histoire de se rassurer:

Purée ça s'ajuste!! Je suis trop fort youhou!! (je vous jure ça me fait ça à chaque fois... Je comprend pas comment j'arrive à sortir des couteaux: jusqu'au montage final ça me parait toujours très moche et hasardeux un couteau en cours de fabrication)
On peut maintenant passer au taraudage. Perceuse à colonne sans courroie pour descendre bien droit et tarauder à la main

Enfin je vous donnerai pas un cours sur le taraudage, je suis assez mal placé pour ça...
Bon pour le mastic j'ai pas fait de photo car je déteste ce truc: c'est un peu comme manipuler de la merde en fait... Et dire que je l'ai fait 4 fois vu mes ratages de trempe...
En gros vous collez le dessin à faire sur une plaque en micarta, vous usinez le micarta pour qu'il ait la forme du dessin à la dremel puis vous tartinez de mer...de mastic la lame et le micarta mouillé. Vous retirez le micarta et vous avec un mastic de 5mm d'épaisseur avec un joli dessin (ou pas)
Enfin moi je fais comme ça!
Après on a besoin d'un endroit chaud:

et d'un autre humide

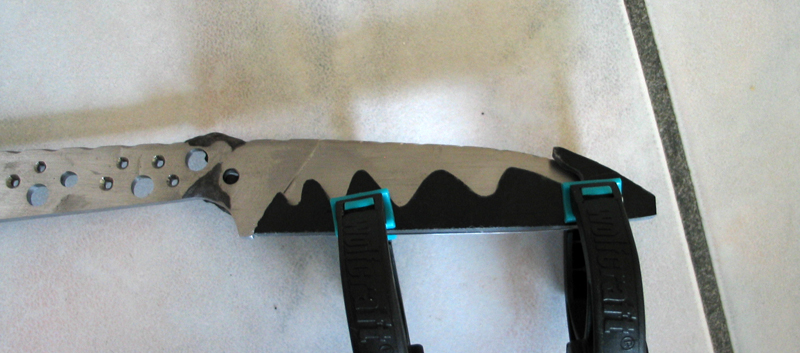
On remarquera au passage mon superbe bac de trempe en véritable moule à cake et la pince spécifique à la trempe!
On retire délicatement le mastic au... tournevis (cherchez pas c'est l'outil idéal!)

Ensuite bande à satiner pour retirer le reste de calamine, mastic,… Et on passe au four de cuisine 1h30 à 210°C pour moi
Chtite révélation vite fait pour s'autocongratuler...
"Regarde chérie t'as vu cette ligne de trempe?"
"encore un couteau qui rouille?"
"bah oui mais c'est beau"
"oui mais ça rouille"
Ahem...

Mais bon sur celle ci j'étais sûr de moi la lime glissait bien comme il fallait (les autres n'avaient que la pointe de trempée)
Je reprend le back au grain 240 puis 400

Je fini la lame à la main: lime recouverte de papier de verre 400 (je préfère refaire le 400 du back en travers pour être à l'aise au 800 en largeur ensuite cherchez pas y a des trucs bizarre chez moi)

Ensuite il est temps de s'attaquer aux plaquettes

(dans la réalité on met des gants et un masque respiratoire, enfin moi sinon je crache mes poumons )
)
Pour le bois je commence au 120 puis 240 et 400. Le reste est fait main. J'adore le travail du bois en fait


Là ça fait un peu design soviétique alors on va arrondir tout ça à la bande lâche (merci à Torpen pour son super tuto )
)

Je passe ensuite au back de nouveau pour faire les zones ergo dans le manche: en appui sur la bande de contact, grain 120/240/400 on s'accroche pour pas trembler puis sur la partie lâche de la bande pour arrondir

Ensuite ça va manquer de photo j'étais crevé! Donc chanfreinage des têtes de vis. On chanfreine, on vérifie, on rechanfreine, on reverifie,… jusqu'à ce que la tête de vis soit affleurantes aux plaquettes (sinon j'aime pô)…
Puis huile de coude et papier de verre et micromesh, bouche pore, ponçage, huile de tung, polissage

Pour la lame: au 400 le plus gros est fait, je continue jusqu'au 800 à la main puis révélation.
Je degraisse à l'acétone

Je masque les zones à ne pas tremper au scotch de tapissier

Plouf 1 min ici

Trempage dans l'eau savonneuse et nettoyage soigneux histoire de pas se faire bouffer la moitié de la lame

On vérifie que les couleurs sont bien profondes

Ensuite micromesh 12000 ou pierre d'argent tiré en long (ce que je fais ici mais j'aime bien la micromesh aussi pour ça)
Voilà il reste à mettre un coup de bande à satiner sur l'acier du manche, chti coup par ci par là, on monte, on affute et c'est tout
Bon, j'invente rien, on trouve déjà tout dans les tutos dispo ici ou ailleurs après chacun fait à sa sauce!
Par contre les photos ne sont pas tout le temps vraiment dans l'ordre car, pour voir foiré 2 lames avant j'ai pris les photos les plus nettes/cadrée de l'ensemble des 3 lames...
Tout commence dans mon cas par un dessin sous illustrator que je sors sous forme d'une planche en éclatée sur papier autocollant...
Je reporte le dessin de la lame sur l'acier
Scie à ruban pour avoir mon rectangle de lame
Ensuite moi je passe direct au back après avoir marqué au feutre le milieu de mon tranchant et le ricasso, oui je suis comme ça: un gros bourrin!
En fait le backstand c'est l'étape la plus risquée en tant que débutant donc je préfère ne pas avoir passé du temps à tout détourer pour jeter la lame si je me foire à l'émouture. En plus j'aime bien avoir une base d'émouture bien droite et bien marquée avant de passer à la formation de la pointe.
donc équipement de circonstance (les EPI c'est le premier truc que j'ai acheté et je regrette pas quand je vois l'état de mes doigts
D'ailleurs les yeux aguerris pourront remarquer un beau trou au milieu de ma blouse: quand on est un boulet et qu'on utilise une meuleuse d'angle avec des étincelles qui viennent vers soit, qu'on reste 10 minutes à s'acharner sur le métal et qu'on ignore l'odeur de brûlé c'est ce qui arrive... 2 épaisseurs de coton renforcé percées... Bon maintenant je fais un peu plus gaffe! (enfin j'ai surtout un tablier de soudeur quand j'utilise la meuleuse...
Je commence au 36 ou 60 en fonction de la taille de la lame et de l'épaisseur. Là pas grand chose à retirer sur du 3mm du coup j'ai commencé au 60
Je monte l'émouture jusqu'à un trait au 2/3 de la lame, je finirai ensuite avec un grain plus fin pour pas me foirer sur l'émouture que j'aime bien très droite
A tiens, c'est pas la bonne photo... C'est une autre lame plus large... Bon bref vous voyez le principe!
Je détoure ensuite la forme de la lame et commence à remonter l'émouture au 120:
Je continue ensuite l'émouture jusqu'au 240 et remonte au max pour avoir un tranchant maximal pour un couteau de table
Je met un coup de poinçon (ou 2 ou 3... Enfin bref je suis une buse pour poinçonner... et pourtant je m'entraine!)
Je colle mon dessin sur la lame pour pas me rater sur l'alignement des trous
Perçage à 1.7mm
Ensuite je passe à la partie bois afin de pouvoir contre percer à tracer ma lame (enfin c'est ce qu'on fait quand on a pas cassé un taraud dans sa lame après avoir percé les plaquettes... Là il me restait plus qu'à contrepercer la deuxième lame à travers les plaquettes
Breeeeef... Collage des plaquettes sur intercalaire (je préfère le faire très tôt mais bon, ça bouffe de la matière c'est sûr... M'enfin je fais ce que je veux hein?!)
Chantournage des plaquettes avec une scie à chantourner (qui n'a pas voulu apparaitre sur mes photos... elle est timide)
On fait un petit essai de montage temporaire histoire de se rassurer:
Purée ça s'ajuste!! Je suis trop fort youhou!! (je vous jure ça me fait ça à chaque fois... Je comprend pas comment j'arrive à sortir des couteaux: jusqu'au montage final ça me parait toujours très moche et hasardeux un couteau en cours de fabrication)
On peut maintenant passer au taraudage. Perceuse à colonne sans courroie pour descendre bien droit et tarauder à la main
Enfin je vous donnerai pas un cours sur le taraudage, je suis assez mal placé pour ça...
Bon pour le mastic j'ai pas fait de photo car je déteste ce truc: c'est un peu comme manipuler de la merde en fait... Et dire que je l'ai fait 4 fois vu mes ratages de trempe...
En gros vous collez le dessin à faire sur une plaque en micarta, vous usinez le micarta pour qu'il ait la forme du dessin à la dremel puis vous tartinez de mer...de mastic la lame et le micarta mouillé. Vous retirez le micarta et vous avec un mastic de 5mm d'épaisseur avec un joli dessin (ou pas)
Enfin moi je fais comme ça!
Après on a besoin d'un endroit chaud:
et d'un autre humide
On remarquera au passage mon superbe bac de trempe en véritable moule à cake et la pince spécifique à la trempe!
On retire délicatement le mastic au... tournevis (cherchez pas c'est l'outil idéal!)
Ensuite bande à satiner pour retirer le reste de calamine, mastic,… Et on passe au four de cuisine 1h30 à 210°C pour moi
Chtite révélation vite fait pour s'autocongratuler...
"Regarde chérie t'as vu cette ligne de trempe?"
"encore un couteau qui rouille?"
"bah oui mais c'est beau"
"oui mais ça rouille"
Ahem...
Mais bon sur celle ci j'étais sûr de moi la lime glissait bien comme il fallait (les autres n'avaient que la pointe de trempée)
Je reprend le back au grain 240 puis 400
Je fini la lame à la main: lime recouverte de papier de verre 400 (je préfère refaire le 400 du back en travers pour être à l'aise au 800 en largeur ensuite cherchez pas y a des trucs bizarre chez moi
Ensuite il est temps de s'attaquer aux plaquettes
(dans la réalité on met des gants et un masque respiratoire, enfin moi sinon je crache mes poumons
Pour le bois je commence au 120 puis 240 et 400. Le reste est fait main. J'adore le travail du bois en fait
Là ça fait un peu design soviétique alors on va arrondir tout ça à la bande lâche (merci à Torpen pour son super tuto
Je passe ensuite au back de nouveau pour faire les zones ergo dans le manche: en appui sur la bande de contact, grain 120/240/400 on s'accroche pour pas trembler puis sur la partie lâche de la bande pour arrondir
Ensuite ça va manquer de photo j'étais crevé! Donc chanfreinage des têtes de vis. On chanfreine, on vérifie, on rechanfreine, on reverifie,… jusqu'à ce que la tête de vis soit affleurantes aux plaquettes (sinon j'aime pô)…
Puis huile de coude et papier de verre et micromesh, bouche pore, ponçage, huile de tung, polissage
Pour la lame: au 400 le plus gros est fait, je continue jusqu'au 800 à la main puis révélation.
Je degraisse à l'acétone
Je masque les zones à ne pas tremper au scotch de tapissier
Plouf 1 min ici
Trempage dans l'eau savonneuse et nettoyage soigneux histoire de pas se faire bouffer la moitié de la lame
On vérifie que les couleurs sont bien profondes
Ensuite micromesh 12000 ou pierre d'argent tiré en long (ce que je fais ici mais j'aime bien la micromesh aussi pour ça)
Voilà il reste à mettre un coup de bande à satiner sur l'acier du manche, chti coup par ci par là, on monte, on affute et c'est tout
Dernière édition par Melk le 13 Sep 2022 20:31, édité 4 fois au total.
-

Melk - Messages: 1834
- Inscrit le: 19 Oct 2010 20:52
- Localisation: Grenoble


Re: Melk9
![]() par cassca » 25 Aoû 2011 23:40
par cassca » 25 Aoû 2011 23:40
En gros vous collez le dessin à faire sur une plaque en micarta, vous usinez le micarta pour qu'il ait la forme du dessin à la dremel puis vous tartinez de mer...de mastic la lame et le micarta mouillé. Vous retirez le micarta et vous avec un mastic de 5mm d'épaisseur avec un joli dessin (ou pas)
Enfin moi je fais comme ça
-

cassca - Raquin Marteau
- Messages: 22684
- Inscrit le: 10 Mar 2008 20:57
Re: Melk9
![]() par Melk » 25 Aoû 2011 23:44
par Melk » 25 Aoû 2011 23:44
Oui je sais je suis un fou...
J'ai retrouvé une photo de mon premier:
Le micarta mouillé n'adhère pas au mastic donc après y a plus qu'à retirer le tout et on est sûr d'avoir une épaisseur à peu près égale des 2 côtés et un dessin bien symétrique...
En fait dessiner un motif à la main j'aime pas je trouve ça encore plus pénible (et déjà que je suis pas fan du mastic...)
J'ai retrouvé une photo de mon premier:
Le micarta mouillé n'adhère pas au mastic donc après y a plus qu'à retirer le tout et on est sûr d'avoir une épaisseur à peu près égale des 2 côtés et un dessin bien symétrique...
En fait dessiner un motif à la main j'aime pas je trouve ça encore plus pénible (et déjà que je suis pas fan du mastic...)
-
Melk - Messages: 1834
- Inscrit le: 19 Oct 2010 20:52
- Localisation: Grenoble
Re: Melk9
![]() par SOD » 26 Aoû 2011 00:52
par SOD » 26 Aoû 2011 00:52
:thup: Merci de partager tout ça!
"Marty McFly fait plus rêver, le futur c'est has been" Hugo TSR
"The man who has no imagination has no wings" M.Ali
"La médiocrité commence là où les passions meurent" Orelsan
"The man who has no imagination has no wings" M.Ali
"La médiocrité commence là où les passions meurent" Orelsan
-
SOD - Crise de Nerd
- Messages: 14856
- Inscrit le: 24 Avr 2007 18:27
- Localisation: Mulhouse
Re: Melk9
![]() par psychodevil » 26 Aoû 2011 04:37
par psychodevil » 26 Aoû 2011 04:37
Super! 
La langue des femmes est leur épée, elles ne la laissent jamais rouiller.
recherche izula "orange" et "venom green" si ils vous embarrassent...
recherche izula "orange" et "venom green" si ils vous embarrassent...
-

psychodevil - Messages: 1414
- Inscrit le: 02 Mar 2011 16:45
- Localisation: val de marne
Re: Melk9
![]() par Poil d'Ortie » 26 Aoû 2011 10:24
par Poil d'Ortie » 26 Aoû 2011 10:24
Super WIP, je vois qu'on a la même méthode pour chanfreiner !
J'étais aussi en train de réfléchir à un masque à mastic pour ma prochaine trempe, mais j'avoue que je n'avais pas pensé au micarta.
Monsieur a les moyens !
Du plexi ou un truc du genre, ça pourrait peut-être le faire, non ?
J'étais aussi en train de réfléchir à un masque à mastic pour ma prochaine trempe, mais j'avoue que je n'avais pas pensé au micarta.
Monsieur a les moyens !
Du plexi ou un truc du genre, ça pourrait peut-être le faire, non ?
Mes bricolages : http://forum.neoczen.org/viewtopic.php?t=15517
"Failure is always an option"
- Adam Savage
"Failure is always an option"
- Adam Savage
-

Poil d'Ortie - Anarchie dans le moule
- Messages: 858
- Inscrit le: 27 Sep 2010 17:37
- Localisation: Maisons Alfort
Re: Melk9
![]() par jojopointcom » 26 Aoû 2011 10:35
par jojopointcom » 26 Aoû 2011 10:35
Super WIP, merci beaucoup
« J’ai voulu faire Proust, et j’ai fait Kafka. »
Georges Perec

Georges Perec
-
jojopointcom - Tarp up!
- Messages: 8182
- Inscrit le: 10 Jan 2011 16:01
- Localisation: Montrouge

Qui est en ligne ?
Utilisateurs parcourant actuellement ce forum : Aucun utilisateur inscrit et 4 invités