non, on ne sort pas des engagement qualité, ce type de tolérance et de dispersion existe parce que justement la perfection n'est pas de ce monde.
sur un 17-4 PH j'ai le droit selon le type de traitement concerné à par exemple:
34 hrc mini et 42hrc maxi
Rm= 1034 MPa mini
Rp0.2= 869 MPa mini
A%=4 mini
Z%= 12 mini
le truc c'est d'être au dessus des mini en traction et au milieu de la plage de dureté.
Et sur nombre de traitements thermique on a des résultats similaires
Mais ce qui compte le plus c'est d'avoir la même dureté sur tout la charge.
En coutellerie on cherche des dureté beaucoup plus précise qu'il est plus facile d'atteindre vu la finesse des pièces et le fait qu'on en trempe vraiment pas des masses.
Pour le specs client, si c'est 35hrc mini, c'est surement que la pièce serait fonctionnelle à 30 HRC (ou je sais plus combien de HBW mais on s'en fout) et que le client a conservé une marge de manœuvre.
Par contre en coutellerie tu vends pas un couteau dont la dureté varie de 50 à 57hrc, ça craint...
Le truc c'est toujours de pouvoir répéter ton résultat, repérer l'endroit de ton four qui va bien et n'utiliser que celui là par exemple.
Quand je met une lame au four sous viede je l'accroche toujours au même endroit.
Normalisation … Faire ou ne pas faire ?
Re: Normalisation … Faire ou ne pas faire ?
![]() par torpen » 03 Fév 2017 14:28
par torpen » 03 Fév 2017 14:28
-

torpen - Jerome, il "know"...
- Messages: 3301
- Inscrit le: 11 Mai 2010 10:46
- Localisation: Basse ille et vilaine du Nord
Re: Normalisation … Faire ou ne pas faire ?
![]() par G-M » 03 Fév 2017 14:31
par G-M » 03 Fév 2017 14:31
Perso dans mon petit four :
-Une fois que le four est bien stabilisé (cad au bout de 20' à la consigne), je pers très peu quand j'ouvre la porte et ça remonte vite à la consigne après.
-Je suis sûr que la température ne fait pas le yoyo à l'intérieur. Justement à cause de l'inertie de l'interne. et si c'était le cas je le verrais car mon thermocouple non blindé réagit très vite
-Je ne suis pas sûr du tout que mon thermocouple donne une valeur exacte
-Je ne sais pas quelle est la température de la lame, juste la température sous le plafond du four.
Bah avec ça, une fois que je sais quelle température mettre en consigne pour que ça marche avec mon lot matière je suis peinard.
-Une fois que le four est bien stabilisé (cad au bout de 20' à la consigne), je pers très peu quand j'ouvre la porte et ça remonte vite à la consigne après.
-Je suis sûr que la température ne fait pas le yoyo à l'intérieur. Justement à cause de l'inertie de l'interne. et si c'était le cas je le verrais car mon thermocouple non blindé réagit très vite
-Je ne suis pas sûr du tout que mon thermocouple donne une valeur exacte
-Je ne sais pas quelle est la température de la lame, juste la température sous le plafond du four.
Bah avec ça, une fois que je sais quelle température mettre en consigne pour que ça marche avec mon lot matière je suis peinard.
-

G-M - honky Tonc-man
- Messages: 24756
- Inscrit le: 28 Aoû 2012 07:52
- Localisation: Jean Paul Sarthe
Re: Normalisation … Faire ou ne pas faire ?
![]() par giom » 03 Fév 2017 14:31
par giom » 03 Fév 2017 14:31
jlchaps a écrit:giom a écrit:
Pourrai-tu faire une photo plus grossit et nette de l'essai avec normalisation à l'huile ?
J'aimerais bien mais impossible avec mon petit compact, j'avais au moins fais une vingtaine de photos et j'ai mis les meilleures

Si tu mets ceux qui brassent de l'air d'un coté et ceux qui te le pompent de l'autre... Tu as la climatisation gratuite !
-

giom - cap'tain trombonne
- Messages: 3952
- Inscrit le: 01 Fév 2012 08:33
- Localisation: 68
Re: Normalisation … Faire ou ne pas faire ?
![]() par lapin » 03 Fév 2017 14:39
par lapin » 03 Fév 2017 14:39
cassca a écrit:quand les mecs parlent de X° pendant Y minutes, c'est le temps a cette TH° , ça prend pas en compte les manip' ou le temps d'aller chercher un café.Je crois que c'est principalement la qualité de la matière à la base qui donne la majorité du résultat.
Et pour avoir un super grain, il faut au départ un super acier.
non ,c'est ce que tu va en faire, mais pour ça il faut un minimum de compréhension et poser les œillères .
Je connais bien la mauvaise foi motarde qui consiste à dire n'importe quoi pour blesser l'autre … ne serais-tu pas motard aussi ?
Ce qui n'existe pas existe (Barjavel : Équation de Zoran)
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
-
lapin - Messages: 9953
- Inscrit le: 04 Déc 2010 11:07
- Localisation: Vosges
Re: Normalisation … Faire ou ne pas faire ?
![]() par cassca » 03 Fév 2017 14:42
par cassca » 03 Fév 2017 14:42
oui surement.
bon je vous laisse hein...
bon je vous laisse hein...
-

cassca - Raquin Marteau
- Messages: 22684
- Inscrit le: 10 Mar 2008 20:57
Re: Normalisation … Faire ou ne pas faire ?
![]() par lapin » 03 Fév 2017 14:47
par lapin » 03 Fév 2017 14:47
giom a écrit:jlchaps a écrit:giom a écrit:
Pourrai-tu faire une photo plus grossit et nette de l'essai avec normalisation à l'huile ?
J'aimerais bien mais impossible avec mon petit compact, j'avais au moins fais une vingtaine de photos et j'ai mis les meilleures
Moi, c'est avec un appareil photo … tant pis …
Alors, pour comparer est-ce qu'on pourrai voir ce que dit le four, car comme certains le précise, j'ai bien respecté les "X° pendant Y minutes, c'est le temps a cette TH°".
Pour ma part, j'ai lancé le four pour qu'il arrive à 800°C (1 peu plus d'une heure).
Arrivé vers 798°, pendant qu'il est encore en chauffe, j'ai rentré la pièce, déposée sur une brique réfractaire fendue. La température a un peu baissé.
J'ai attendu qu'elle revienne à 798° et j'ai lancé le chronomètre. Pendant la chauffe, le four monte à 810 puis redescend à environ 790 puis remonte, …
5 minutes plus tard, j'ouvre la porte, prendre la pièce, ferme la porte, trempe la pièce 2 secondes dans l'huile … 2 aller-retour sur 10 centimètres. Et la remet en place dans le four.
J'attends que la température remonte (voir ci-dessus) … et voilà … après la 4° chauffe, je laisse dans l'huile en avançant d'avant en arrière jusqu'à refroidissement.
Voilà … et toi (ture en zinc) ?
Ce qui n'existe pas existe (Barjavel : Équation de Zoran)
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
-
lapin - Messages: 9953
- Inscrit le: 04 Déc 2010 11:07
- Localisation: Vosges
Re: Normalisation … Faire ou ne pas faire ?
![]() par G-M » 03 Fév 2017 15:00
par G-M » 03 Fév 2017 15:00
cassca a écrit:oui surement.
bon je vous laisse hein...
T'as une place sur ta bécane, je vais aller faire un tour aussi
-
G-M - honky Tonc-man
- Messages: 24756
- Inscrit le: 28 Aoû 2012 07:52
- Localisation: Jean Paul Sarthe
Re: Normalisation … Faire ou ne pas faire ?
![]() par christophe » 03 Fév 2017 15:03
par christophe » 03 Fév 2017 15:03
G-M a écrit:cassca a écrit:oui surement.
bon je vous laisse hein...
T'as une place sur ta bécane, je vais aller faire un tour aussi
J'arrive !
-

christophe - L'émo bleu.
- Messages: 5449
- Inscrit le: 05 Aoû 2007 14:58
- Localisation: South…
Re: Normalisation … Faire ou ne pas faire ?
![]() par ASR » 03 Fév 2017 15:15
par ASR » 03 Fév 2017 15:15
haha, dhn7, j'ai  en 6mm, donc éprouvette de 6mm d'épais.
en 6mm, donc éprouvette de 6mm d'épais.
c'ke je pense avant tout c'est que c'est une connerie de commencer avec ça, y a vachement plus tolérant niveau taille de grain,ça mérite pas la médiocrité le XC75 j'crois bien.
Tout a la FAG car ça va plus vite
quand tu l'as recuit et que tu te baignes ça tranquille a la FAG a 810°C+/- (maintient ? ché pas 10 secondes, les secondes sont pas pareil devant une forge ) a l'huile de colza tiede, ça fait ça
) a l'huile de colza tiede, ça fait ça
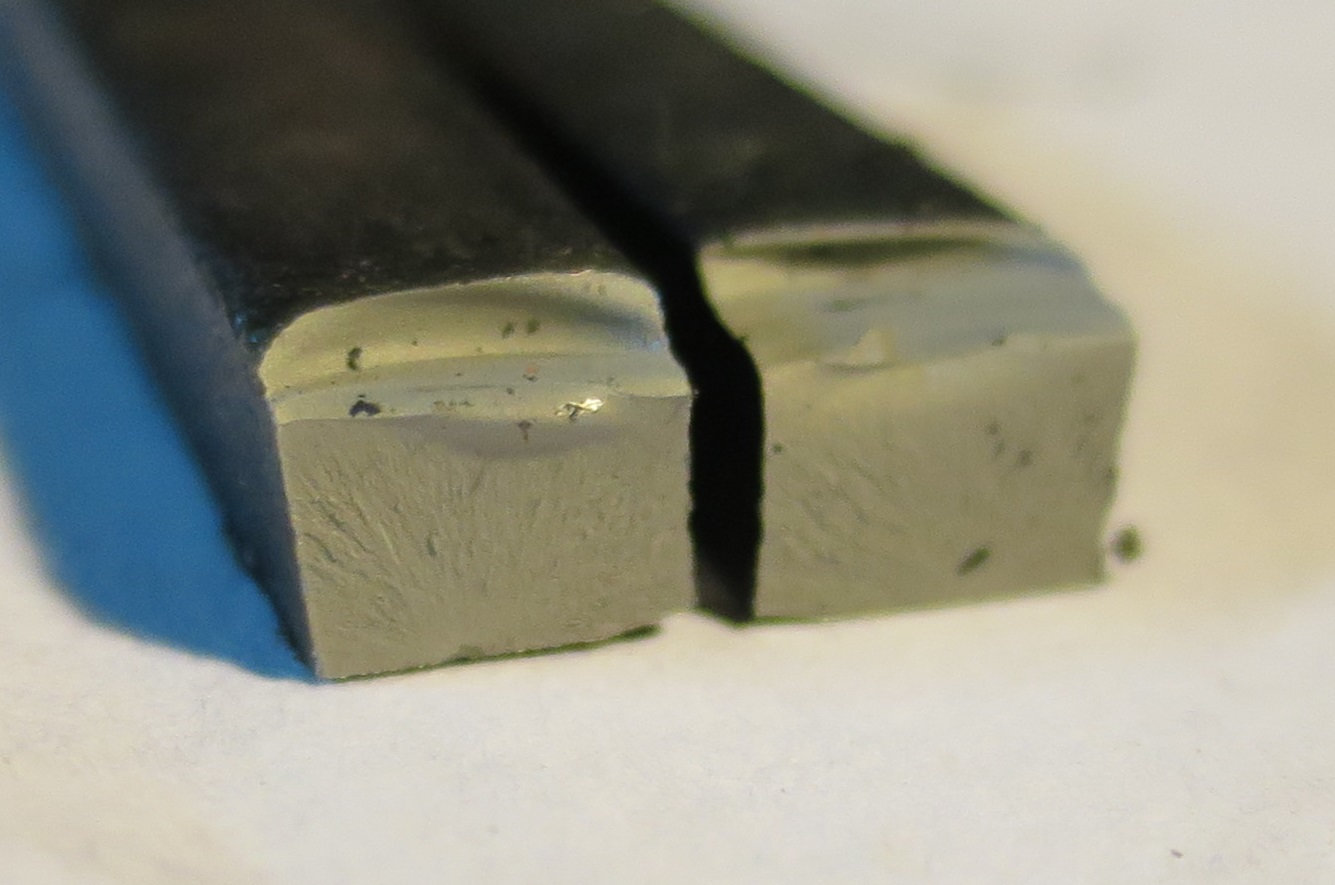
si tu restes 1minute, pas plus a 850-870° ça donne ça
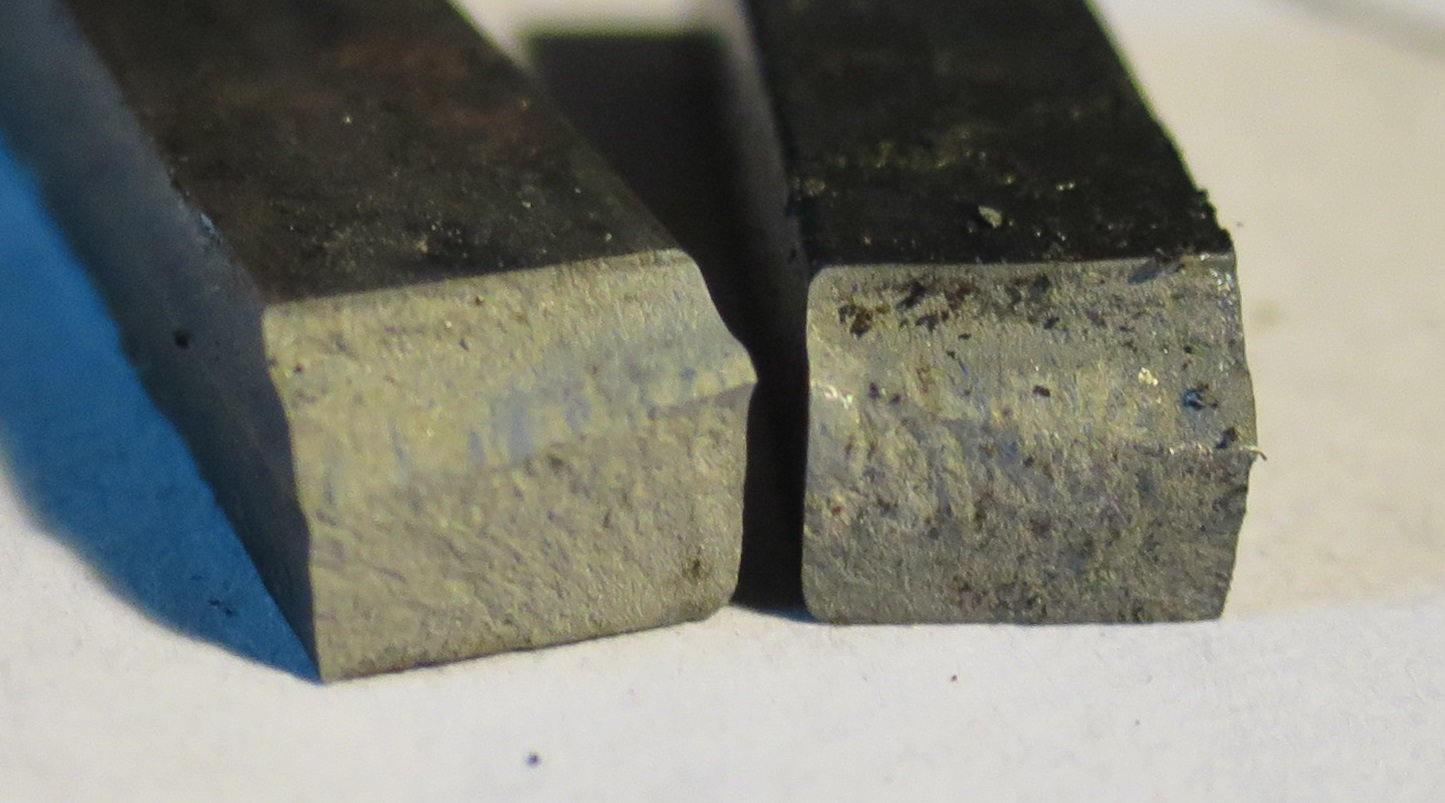
en normalisant x3 de 840 a 780° je dirai, et trempe comme la 1, ça fait ça (6mm de haut)
Moi je dis c'est pas terrible, la 1 ça a pété, c'était résistant,, la 2 ça a pété, c'est dur quand même, c'est pas du bois non plus.. la 3 c'était costaud, tu le sens quand tu tires sur ta grosse pince avec tes gros gants, et que ça aurait du péter car ça comme a faire chier..
bon pour les CC, le bout avec le gros grain là, donnerai un fil pas très doux ^^
en 6mm, donc éprouvette de 6mm d'épais. c'ke je pense avant tout c'est que c'est une connerie de commencer avec ça, y a vachement plus tolérant niveau taille de grain,ça mérite pas la médiocrité le XC75 j'crois bien.
Tout a la FAG car ça va plus vite
quand tu l'as recuit et que tu te baignes ça tranquille a la FAG a 810°C+/- (maintient ? ché pas 10 secondes, les secondes sont pas pareil devant une forge

si tu restes 1minute, pas plus a 850-870° ça donne ça

en normalisant x3 de 840 a 780° je dirai, et trempe comme la 1, ça fait ça (6mm de haut)

Moi je dis c'est pas terrible, la 1 ça a pété, c'était résistant,, la 2 ça a pété, c'est dur quand même, c'est pas du bois non plus.. la 3 c'était costaud, tu le sens quand tu tires sur ta grosse pince avec tes gros gants, et que ça aurait du péter car ça comme a faire chier..
bon pour les CC, le bout avec le gros grain là, donnerai un fil pas très doux ^^
-

ASR - Sweeney Todd
- Messages: 3330
- Inscrit le: 29 Mai 2012 11:40
- Localisation: Vaucluse
Re: Normalisation … Faire ou ne pas faire ?
![]() par torpen » 03 Fév 2017 15:22
par torpen » 03 Fév 2017 15:22

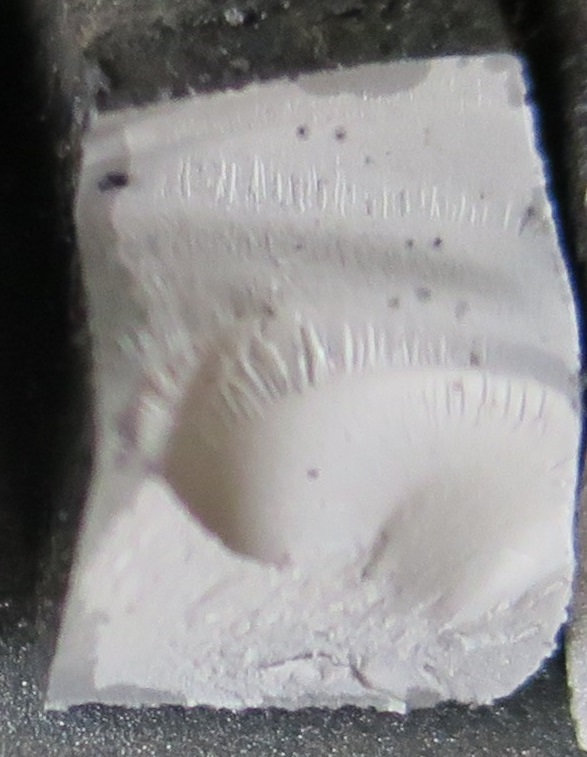
invisible à l'œil nu c'est le bien.
-
torpen - Jerome, il "know"...
- Messages: 3301
- Inscrit le: 11 Mai 2010 10:46
- Localisation: Basse ille et vilaine du Nord
Re: Normalisation … Faire ou ne pas faire ?
![]() par G-M » 03 Fév 2017 15:33
par G-M » 03 Fév 2017 15:33
Je soupçonne que CPM M4.tif ça ne soit pas de l'XC75 
-
G-M - honky Tonc-man
- Messages: 24756
- Inscrit le: 28 Aoû 2012 07:52
- Localisation: Jean Paul Sarthe
Re: Normalisation … Faire ou ne pas faire ?
![]() par DEMONEX » 03 Fév 2017 15:33
par DEMONEX » 03 Fév 2017 15:33
La dernière photo c'est
*Guilde de ceux qui manque cruellement de culture coutelière
-

DEMONEX - El Grande Fayot
- Messages: 4392
- Inscrit le: 21 Juin 2012 15:11
- Localisation: Bordeaux
Re: Normalisation … Faire ou ne pas faire ?
![]() par torpen » 03 Fév 2017 15:40
par torpen » 03 Fév 2017 15:40
G-M a écrit:Je soupçonne que CPM M4.tif ça ne soit pas de l'XC75
gnagnagna
j'illustre juste le "invisible à l'œil nu"

normalement un acier faiblement allié bien traité est au moins aussi fin
-
torpen - Jerome, il "know"...
- Messages: 3301
- Inscrit le: 11 Mai 2010 10:46
- Localisation: Basse ille et vilaine du Nord
Re: Normalisation … Faire ou ne pas faire ?
![]() par lapin » 03 Fév 2017 16:07
par lapin » 03 Fév 2017 16:07
christophe a écrit:G-M a écrit:cassca a écrit:oui surement.
bon je vous laisse hein...
T'as une place sur ta bécane, je vais aller faire un tour aussi
J'arrive !
C'est où l'hivernale ?
Ce qui n'existe pas existe (Barjavel : Équation de Zoran)
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
-
lapin - Messages: 9953
- Inscrit le: 04 Déc 2010 11:07
- Localisation: Vosges
Re: Normalisation … Faire ou ne pas faire ?
![]() par lapin » 03 Fév 2017 16:17
par lapin » 03 Fév 2017 16:17
Je viens juste de faire des tests de dureté sur les 3 types de trempe … ça navigue entre 60 et 73 HRC … Les valeurs maxi sont plutôt du côté de la normalisation à l'huile.
Ce qui n'existe pas existe (Barjavel : Équation de Zoran)
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
Lapin … Moto Guzzi V85TT Centenario
Mes stages => https://forum.neoczen.org/viewtopic.php?f=8&t=24514
Mes premiers => https://forum.neoczen.org/viewtopic.php?f=23&t=27722
Mes suivants => https://forum.neoczen.org/viewtopic.php?f=8&t=32339
-
lapin - Messages: 9953
- Inscrit le: 04 Déc 2010 11:07
- Localisation: Vosges
Qui est en ligne ?
Utilisateurs parcourant actuellement ce forum : Aucun utilisateur inscrit et 2 invités